专业玻璃钢手糊 管道的加工定制专注生产玻璃钢手糊 多年行业生产经验
 全国服务热线:
全国服务热线:
175-3180-7632
全国服务热线:
175-3180-7632



花瓶玻璃钢和陶瓷选
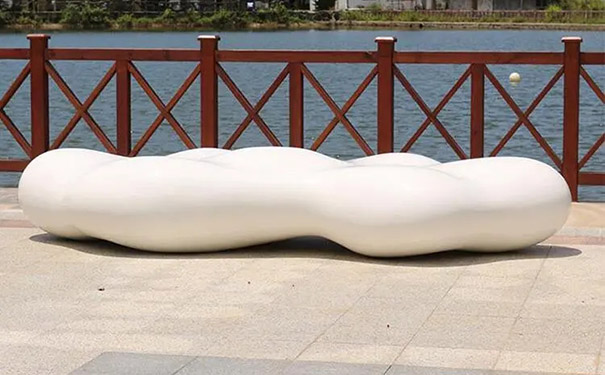
商场玻璃钢拼接座椅花盆质轻、高强度,可灵活地摆放在商场任何空间,经过打磨抛光喷漆,制作出非常精美的美陈装饰产品,能根据商场主题造型,不仅美观而且实用,成为商场必不可少的装饰品。提升商场形象及档次,提高品牌宣传效应;也正是由于商场玻璃钢拼接座椅花盆这些优势特点,备受景观美陈青睐。

同时,复合材料还具有耐腐蚀、无磁性、可塑性好等优点,因此,自复合材料问世以来就一直在造船工业中发挥着重要的作用,在船舶上的应用研究始终是各主要造船的关注焦点。
摩阻小:表面光滑,水力冲突系数小且永远稳定,输送才气强,运转价格低。绝缘性能好:击穿电压为12-16KV/㎜,1014W.㎝;1011W.㎝。防渗漏:接纳树脂层和高致密布局,表里部渗。
重量轻:普通惟有同规格钢材的1/4、水泥管的1/10,装卸利便,易于安置。城市街道景是人们日常生活中不行或缺的底子设施,玻璃钢花盆厂家也是一个街区、一座城市的符号。高质量的城市街道景观能激动城市物质文化和精力文化的共同发展,同时也能动员城市大众空间景观向多元化,有序性的偏向迈进。玻璃钢花盆有很多的尺寸,根基都满足家里所种植的那些植物,并且若你想要特别一点样式的玻璃钢花盆,还可以接洽厂商或者网店,根据你要的尺寸和稀饭的样式定做一个只属于你的玻璃钢花盆
QQ:3316068375
手机:17531807632
邮箱:3316068375@qq.com
地址:河北省衡水市枣强县富强北路





